Каждое дезинфицирующее средство применялось в течение 1 недели дважды за период испытаний. В течение каждой недели испытаний первый и второй дни недели использовались в качестве дней контрольных измерения (дезинфицирующий агент не применялся), а в дни 3, 4 и 5 применялась дезинфицирующая обработка.
РЕЗУЛЬТАТЫ
Эксперимент 1. Семь программ очистки доильных аппаратов с использованием горячих или холодных растворов, содержащих различные уровни гидроксида натрия, с добавлением гипохлорита натрия или перекиси водорода в некоторых программах испытаний (таблица 1), сравнивались по эффективности поддержания низких уровней TBC и LPC в молоке.

Программа очистки 3 (P3-mipCIP, использован холодным раствор и горячий (70 °C) раствор) с кислотной промывкой, заменяющей моющее средство во второй половине дня, показала значительно более низкие уровни TBC (1040 КОЕ/мл), чем T1 (продукт P3-mipCIP, использован холодным) (1920 КОЕ/мл) (P<0,05) и T4 (Hypral SP использован горячий (70 °C) раствор)(1720 КОЕ/мл) (P<0,07), и более низкие уровни, чем полученные при использовании других программ очистки (Таблица 2). Выявлены значительные различия значений LPC между программами очистки T1 (14 КОЕ/мл), T3 (12 КОЕ/мл) и T6 (Multisan CF, использован холодный раствор)(11 КОЕ/мл) по сравнению с T4 (44 КОЕ/мл ) и T7 (Parlorsan NC, использован холодный раствор) (44 КОЕ/мл) (P<0,05). Контрольная программа очистки (T5) (Liquid Gold, используется горячий (70 °C) раствор), содержавшая смесь гидроксида натрия и гипохлорит натрия, показала незначительные отличия TBC и LPC от всех других программ очистки. Однако диапазон полученных значений LPC был больше при некоторых программах «холодной» очистки [T1 (0–2700 КОЕ/мл); T6 (0–2600 КОЕ/мл)] по сравнению с программами очистки с использованием горячих растворов [T2 (P3-mipCIP, используется горячие растворы) (0–790 КОЕ/мл); T3 (0–360 КОЕ/мл); T5 (0–610 КОЕ/мл)]. Самые низкие значения TBC были при ежедневной горячей очистке для T3 (3500 КОЕ/мл) и T5 (4300 КОЕ/мл) в сравнении с T1 (6700 КОЕ/мл); T6 (6300 КОЕ/мл) и T7 (9400 КОЕ/мл). Не было никаких существенных различий TBC между программами очистки (P>0,05) для проб из молочного танка. Однако контрольная программа очистки (T5) имела численно самый низкое значение TBC (4280 КОЕ/мл), за которым следовали программы T4 (6600 КОЕ / мл) и T3 (6760 КОЕ / мл), а системы холодной очистки имели самые высокие показатели TBC из проб, взятых в молочном танке: Т1 (9160 КОЕ/мл) и Т6 (9200 КОЕ/мл). Программа очистки, включавшая ежедневную кислотную очистку (T3), имела значительно более низкий показатель LPC по сравнению с Т1, Т4, Т6 и Т7 (Р<0,05). Время обора проб молока показало значительную корреляцию как на показатель TBC, так и на показатель LPC: пробы, взятые при утренней дойке имели более низкий TBC (1450 КОЕ / мл), чем пробы, взятые при вечернем доении (1680 КОЕ/мл) (P<0,01). Точно так же время отбора проб оказывало влияние на значения LPC: 39 КОЕ/мл вечером в сравнении с 14 КОЕ/мл утром (P<0,001).
Наблюдалась значительная корреляция (P <0,05) между местоположением доильного помещения и TBC, при этом ферма A имела более низкий TBC (1170 КОЕ / мл), чем ферма B (1660 КОЕ / мл) или C (1950 КОЕ / мл).
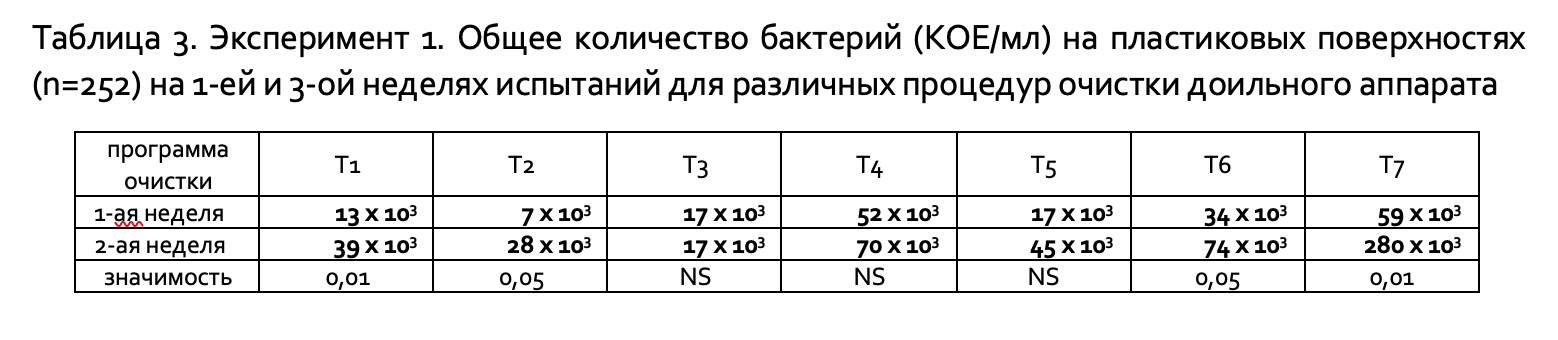
Значительное увеличение значения TBC наблюдалось на пластиковых поверхностях между 1 и 3 неделями при использовании программ очистки T1, T2, T6 и T7 (P<0,05), но различия для программ очистки T3, T4 и T5 были не существенными (таблица 3). Общее количество бактерий не увеличилось значительно на прокладках (диапазон от 100 до 140 КОЕ/мл) и на поверхностях из нержавеющей стали (диапазоне от 100 до 260 КОЕ/мл).
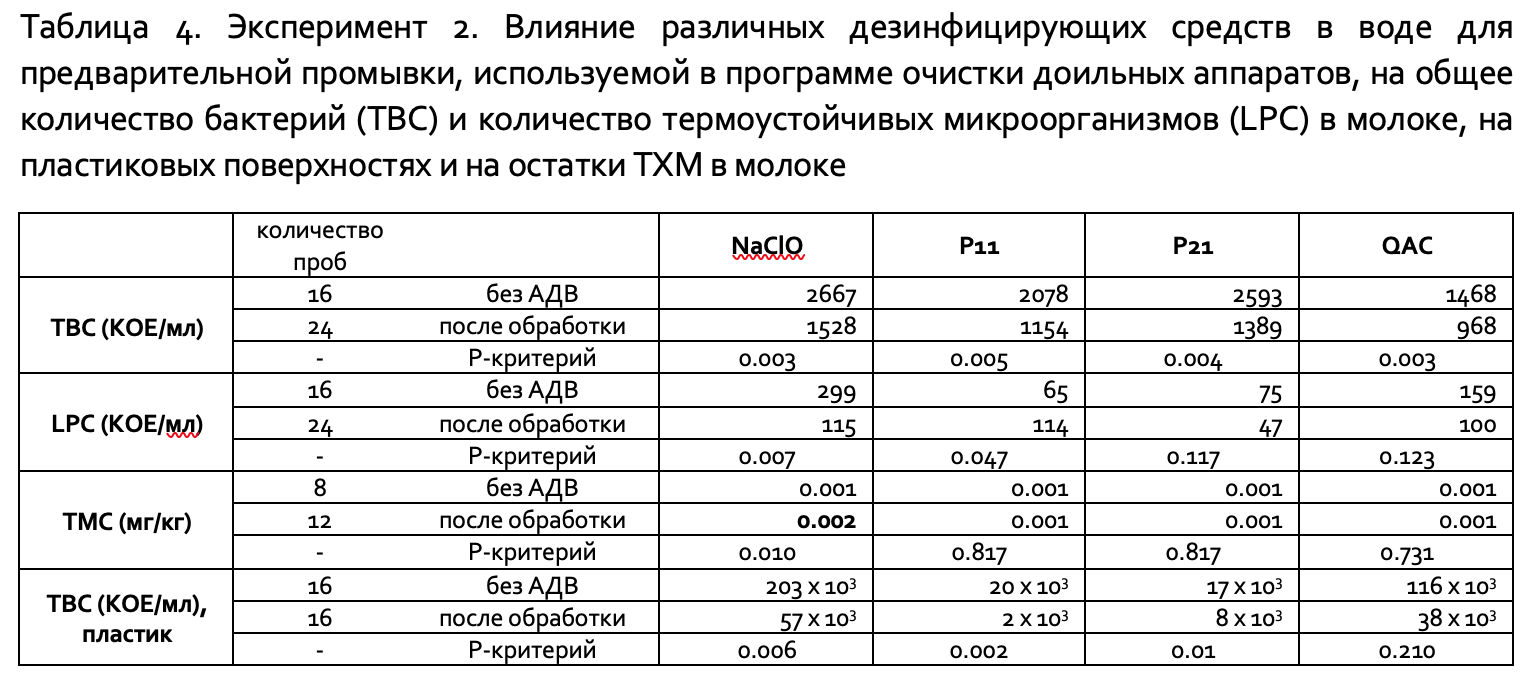
Эксперимент 2: Определялись средние значения TBC и LPC молока после обработки воды, применяемой для предварительного ополаскивания, дезинфицирующими агентами, указанными в Таблице 4. Существенные различия значений TBC и LPC проб молока, отобранных вначале и после трёх доек, не обнаружены.
Наиболее низкие значения TBC наблюдались в образцах молока с молочной линии после применения всех четырех дезинфицирующих агентов использованных в воде для предварительного промывания (P<0,01). Количественное снижение TBC между обработками не было значительным (P>0,05). Обработка PA11 (надуксусная кислота из расчета 0,688 мл/л) привела к увеличению уровня LPC, при использовании PA21 (надуксусная кислота из расчета 1,313 мл/л) и QAC наблюдалось снижение уровня LPC после санации.
Гипохлорит натрия имел значительно более высокие уровни TХM после санации (P<0,01). Высокая бактериальная обсемененность (в среднем 174 х 103 КОЕ/мл) наблюдались на пластиковых поверхностях до применения всех дезинфицирующих средств. Включение PA11, PA21 или гипохлорита натрия в качестве дезинфицирующего средства в промывную воду значительно снижало показатель TBC на этих пластиковых поверхностях (P<0,01) (Таблица 4).
(окончание следует)